| Back to Back Issues Page |
 |
|
The WelderDestiny Compass #076 - Welding Current July 11, 2018 |
Wednesday, July 11, 2018 / Perth Australia / By Niekie Jooste You can also read this e-zine on the WelderDestiny website by clicking here... 
Welding Current - Issue #076In this edition of "The WelderDestiny Compass":
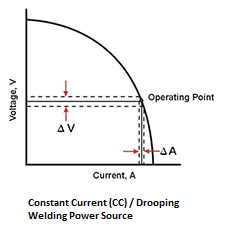
Back To WeldingWhile we search for further interesting developments to guide us in our quest to understanding how robotics and automation are going to change the world of the welder, we again turn our attention to technical matters.We continue to explore another welding essential variable this week. The thought behind studying the essential variables is that most of the important welding basics are in some way or other addressed through the welding essential variables. By understanding these variables, we get a better grasp of welding technology in general. This week we look at the welding current essential variable. The current is also an important contributor to the welding heat input welding essential variable. If you would like to add your ideas to this week’s discussion, then please send me an e-mail with your ideas. Send your e-mails to: compass@welderdestiny.com. Now let's get stuck into this week’s topics... How The Welding Amperage Is MeasuredThe current is measured in amps, and is one of the easier parameters to measure. This is so, because the amperage, is the same through the entire welding circuit. This means that it can be measure anywhere along the welding cables, and it will give the same measurement.Most modern welding power sources have built-in amp meters, that are usually quite accurate. Inspection personnel typically use external "clamp meters" for measuring the current. These are simply clamped over one of the welding cables, anywhere along the circuit. How we set the welding current depends on the type of welding power source we are using. Role Of The Power SourceGenerally speaking, there are two different types of welding power sources. These are "constant current" and "constant voltage" power sources. Just to confuse things, some people use the terms variable voltage instead of constant current, and variable current instead of constant voltage. Just be aware of this anomaly. In this article we will just use the terms constant current and constant voltage. They are the most common terms.Figure 1 below shows us what the power characteristic curve looks like for a constant current power source.
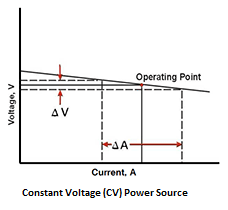
Figure 1: Characteristic curve for a Constant Current (CC) welding power source. Also sometimes called a drooping power output due to the way the curve "droops" down to the right. This is typical of power sources used for most manual welding processes such as Gas Tungsten Arc Welding (GTAW / TIG) and Shielded Metal Arc Welding (SMAW / Stick / MMAW). The voltage is determined by the arc length with which the Welder is welding. If we then draw a horizontal line from the voltage point on the vertical axis, we will hit the curve at a particular point. This point then shows us what the amperage will be that the power source delivers. In figure 1 above, this is the "operating point" at which the Welder is welding. Now, we know that it is not possible for the Welder to keep exactly the same arc length the whole time. Due to simple human variability, (how steady can your hand be after all) the arc gap will continuously vary. This variation is shown by the broken horizontal lines running each side of the solid voltage line. Due to the "drooping" nature of the power curve, we can see that even a relatively big change in voltage (change in arc length) will result in only a small change in the welding current, as measured in amps. This is why this power source is called a "constant current" power source. Even a large variation in arc length will just result in a minor change in amperage. To vary the power output of Constant current power sources, the welder adjusts the "Amperage" control on the power source. In effect what this does is to move the entire curve to the left or right. So, for a low amperage setting, the curve moves to the left, so that for the same arc length, (Voltage) the amperage delivered by the machine is less. Figure 2 below shows us what the power characteristic curve looks like for a constant voltage power source:
Figure 2: Characteristic curve for a constant voltage welding power source. This is typical of power sources used for the continuous wire feeding welding processes such as Gas Metal Arc Welding, (GMAW / MIG / MAG) Flux Cored Arc Welding (FCAW) and Submerged Arc Welding. (SAW) In these welding processes, the welding voltage is set on the machine, and the current delivered by the power source is determined by the wire feed speed. When we look at Figure 2, we can see how this happens. The power source tries to deliver the set welding voltage. This is displayed to us by the arc length. When the Welder increases the wire feed speed, then the arc gap will be shortened, in essence reducing the voltage by a small amount. This small reduction in voltage has the result of greatly increasing the amperage delivered by the power source. This increased amperage in turn burns off the wire faster, tending to again increase the arc gap, thereby pushing the voltage back to the set level. We can see that this constant voltage power characteristic has the effect of maintaining the welding voltage within a very narrow range, by utilising big changes in the welding current. This "self correcting" mechanism is important in the continuous wire feeding processes, because it greatly reduces the probability of the wire "stubbing" into the weld puddle (causing a short circuit) if the welder does not keep the arc length totally constant. When the voltage adjustment is made on the CV power source, the effect is to move the line in Figure 2 up or down. For the GMAW process, the amperage is also an important parameter in obtaining different ways in which the weld metal is transferred across the arc. This is called the transfer mode. We will look at the transfer mode essential variable in another article, but it is important for our current discussion to remember that for GMAW, the amperage has an effect on the transfer mode. The effect of the voltage is greater, but the welding current is none- the-less also important in this regard. At this point it is important to note that many modern induction power sources are capable of delivering both constant current and constant voltage characteristics. They typically have a switch that you can flick to select between Stick / TIG and GMAW / FCAW. Effectively this switch just changes the power characteristic between constant current and constant voltage. Power Output ImplicationsThe power output of the welding power source can be calculated as:P = V x A Where P = Power in Watts; V = Voltage; A = Amperage. From this equation it is clear that an increase in amperage, if the voltage is held constant, will result in an increase in the power that is being generated in the welding arc. Setting the amperage is one of the most important welding parameters to achieve different deposition rates and also penetration into the parent metal. As a general rule, any given consumable welding electrode will deliver a relatively constant deposition rate per amp of welding current. Essentially this means that if you increase the welding current by 10%, then the deposition rate will also increase by 10%. Another concept to remember is that deposition rates are generally a function of the current density on the end of the consumable electrode. We can think of the current density in terms of the amps per square millimeter cross section of the consumable electrode. In other words, if the welding current is maintained at a constant value, but the diameter of the welding electrode is reduced, then the deposition rate increases. There is a limit to the maximum current density that can be maintained without getting excess weld spatter and other welding defects. For this reason, high deposition welding is generally obtained with larger diameter electrodes while increasing the welding current. Because the power increases with increased welding current, higher amperages typically result in greater weld penetration into the parent metal. High welding power also results in large, fluid weld puddles. Such large and fluid weld puddles are difficult to control when welding vertical or overhead, therefore "out of position" welding is generally done with lower welding currents. Qualified Ranges For Welding CurrentThe main American pressure system welding code is ASME IX. The ASME IX welding code is one of the codes that does not directly limit the amperage for most welding processes. In other words, the welding current is a nonessential variable. ASME IX does however limit the amperage in indirect ways. For instance, the heat input is a supplementary essential variable (it needs to be taken into account when impact properties are specified) for most of the processes. The heat input is a function of the voltage, amperage and travel speed, so the amperage is controlled in an indirect way. (Click here to read more about the heat input essential variable...)In the case of the GMAW process, the transfer mode is an essential variable. Seeing as the transfer mode is correlated to the welding current, this is again an indirect current control. The Australian pressure equipment welding code is AS 3992. It deals with the welding current in pretty much the same way as ASME IX, through indirect measures of transfer mode and heat input. The Australian cross country pipeline welding code is AS 2885.2. It deals with the welding current in pretty much the same way as ASME IX, through indirect measures of transfer mode and heat input. A widely used subsea pipeline code is DNV-OS-F101. It deals with the welding current in pretty much the same way as ASME IX, through indirect measures of transfer mode and heat input. In Europe, the ISO 15614-1 is a common specification used for many different product types. It too controls the welding current indirectly through the heat input and transfer mode variables. The American structural steel welding code is AWS D1.1. It limits the variation in current for the SAW, GMAW and FCAW processes to plus or minus 10% of the amperage used in the procedure qualification coupon. For the SMAW process the amperage is limited to the range recommended by the manufacturer of the consumable. For GTAW, the amperage is limited to plus or minus 25% of the value used in the procedure qualification coupon. The Australian structural steel welding code is AS 1554.1. It has the same plus minus 10% for the SAW. GMAW and FCAW processes as used in AWS D1.1, but in addition it limits the voltage for the SMAW and GTAW processes to plus minus 15% of that used in the qualification coupon.
Niekie Jooste
P.S If you know anybody that you believe could benefit from The WelderDestiny Compass, please forward it to them. If this e-zine was forwarded to you, and you are interested in receiving our future editions, please visit the WelderDestiny.com website and enter your e-mail details into the subscription box. It is a big red box on the home page, so you can't really miss it. - I hope! Click here for the best version of The WelderDestiny Compass back-issues... |
| Back to Back Issues Page |